





煤矿地面用防爆抽出式对旋轴流通风机FBCDZ№26/2×315-山西巨龙风机有限公司
矿用隔爆型电热式硫化机用加热板LBD-1800/1140(660)B-无锡富达硫化器制造有限公司
煤矿用交联聚乙烯绝缘细钢丝铠装聚氯乙烯护套电力电缆MYJV32-8.7/10(25~300)mm2-上海起帆电缆股份有限公司
采煤机变频调速装置用行走电机YBVF-40(660/1140)-分宜宏大煤矿电机制造有限公司
煤矿用交联聚乙烯绝缘钢带铠装聚氯乙烯护套电力电缆MYJV22-0.6/1(2.5~300)mm2-山东华凌电缆有限公司
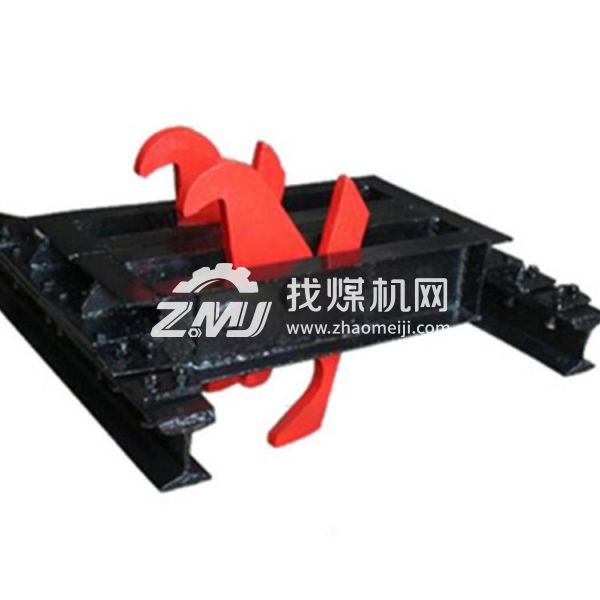
架座支撑气动手持式振动钻机KZQSJ-125/4.4-石家庄泽林煤矿机械制造有限公司

联系我时,请说是在找煤机网看到的,谢谢!
联系我时,请说是在找煤机网看到的,谢谢!


















供应HS321铝和铝合金焊丝 HS321铝锰合金焊丝 电焊丝 焊接焊材